
通過工藝及控制技術來實現預焙陽炭塊高質量及低能耗是陽焙燒回轉窯生產過程的關鍵所在。就單個焙燒爐燃燒自動控制系統而言,爐室布置示意圖如9-28所示。系統中各爐室分為焙燒區、預熱區、冷卻區和其他區。
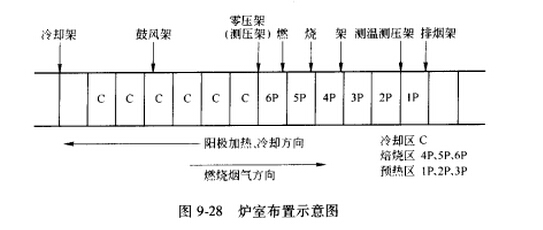
系統在回轉窯焙燒區設3套燃燒架,每套燃燒架針對每個煙道有兩個燒嘴,分別對各條煙道進行加溫,同時對該區煙道溫度進行測量,并實施溫度閉環操控。在冷卻區上游設鼓風架和冷卻架,并對各條煙道進行正壓鼓風,在每條煙道入口設置鼓風調節閥門,手動調節,對冷卻區下游煙道處負壓值進行操控,使其穩定在給定微負壓值范圍內。在冷卻區下游進行零壓架ZPR的設置,對各煙道壓力值進行測量。在預熱區進行測溫測壓架設置,對各煙道溫度進行測量,并用此測量值對排煙架負壓設定值進行調節,并對煙道預熱升溫曲線進行控制。預熱區下游排煙架的安裝,其目的在于煙道的抽風,同時在每條煙道出口設風量調節閥,同時對其負壓進行測量及控制,在確保負壓穩定條件下調節煙道預熱升溫曲線。在所有升溫工藝周期完成后,豫暉工作者發現整個回轉窯焙燒系統沿著燃燒方向移動一組爐室。
以上操作中,各煙道的溫度變化為:
1、爐室外空氣從鼓風架送至煙道,經冷卻區加溫,對其各爐室溫度起到一定的降低作用;
2、在回轉窯焙燒區上游,在燃燒架作用下將煙道氣流溫度提升到給定值,并對爐室進行加熱;
3、隨著氣流流向,溫度將降低;
4、在上游,通過燃燒架再次提升氣流溫度到相應給定值,對爐室進行加熱;
5、隨著氣流變化,溫度降低;
6、在上游,通過燃燒架再次對氣流溫度起到一定提升作用,促使其升至給定值,對其爐室進行加熱;
7、隨氣流向預熱區流動,氣流溫度逐漸降低,同時對爐室進行加溫處理。
因氣流流速較快的同時,單位長度內煙道中散熱時間就會較短,因此在回轉窯預熱區的溫度下降就會很小,我們可以通過調節排煙架負壓來對預熱區煙道溫度進行調整。
文章來自:http://ncsyl.com/