
ҮшјТДіЦШьcЛ®ДаҸS”UҪЁ№ӨіМөДЦчТӘЙъ®aФOӮдҙуРНЗтДҘҷCЈ¬ФЪ°ІСbЯ^іМЦРІ»ЙчҢўөЧЧщҮАЦШ“pүДЈ¬ІДЩ|һй»ТҝЪиTиFЈ¬Ф”ТҠПВҲDЎЈ

Ф“ҙуРНЗтДҘҷCҷCөЧЧщуw·eҙуЎўЖЖ“pГж·eҙуЎўәёҝpйLЎўәёҝpөДМоідБҝҙуЎўұ»әёМҺКЬБҰТІЭ^ҙуЈ¬УИЖдКЗФЪЖВҝЪјУ№Ө•rЯҖ°l¬FФ“јюФӯиTФмЩ|БҝІ»әГЈ¬ФЪЖЖЛйМҺУР¶аМҺиTФмИұПЭЎЈИзәёҪУ№ӨЛҮІЙИЎІ»®”ЯҖТЧФЪәёҝp…^Ут®aЙъУІ¶ИЭ^ёЯөД°ЧҝЪҢУј°®aЙъБСјyЎЈЯ@Т»ЗРІ»ө«ҪoәёСa№ӨЧчҺ§ҒнәЬ¶аөДІ»АыТтЛШЈ¬ТІҪoәёәуҷCјУ№ӨҺ§ҒнәЬҙуөДА§лyЈ¬һйҙЛЦЖ¶ЁБЛТФПВ“НЪСaдZәё”№ӨЛҮ·Ҫ·ЁЎЈ
ЯMРРЗтДҘҷCөЧЧщНЪСaдZәё№ӨЛҮ·Ҫ·ЁЗ°Ј¬РиТӘЧцТ»Р©ңКӮд№ӨЧчЈ¬ЖдЦР°ьАЁЈә1ЎўәёҪУФOӮдөДңКӮдЈ»2ЎўәёҪУІДБПөДңКӮдЈ»3ЎўЖВҝЪј°“дZәё”өДЦЖӮд№ӨЧчЎЈ
Т»ЎўәёҪУФOӮдЈәСх-ТТИІәёФOӮдЈ¬ЯxУГЦұБч»ЎәёҷCЈ¬·ҙҪУК©әёЎЈ
¶юЎўәёҪУІДБПЈәЯxУГҝ№БСј°јУ№ӨРФДЬЭ^әГөДиT408лҠәё—lЈ¬әёЗ°Ри150”zКП¶ИәжёЙ1РЎ•rЈ¬лSУГлSИЎЎЈ
ИэЎўЖВҝЪј°“дZәё”ЦЖӮд
1ЎўҢўҙуРНЗтДҘҷCөЧЧщЖЖ“pМҺУГҷCРө·Ҫ·ЁПчЖҪИЎЦұЈ¬ІўУГЙ°ЭҶДҘіцІ»Һ§вgЯ…өДЖВҝЪЈ¬ЖВҝЪРО оТҠҲDЎЈ
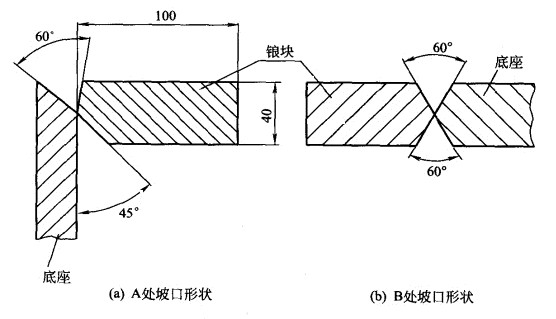
2Ўў°ҙөЧЧщҲAРО оіЯҙз„қБПЈЁІДБПЯxУГҸUҡв»ТҝЪиTиFјюЈ©Ј¬эҲйTЕЩҙІјУ№ӨіЙ“дZүK”Ј¬ө«ЖдіЯҙзТӘЙФҙуУЪФӯРОіЯҙзЈЁБфіцФЩјУ№ӨУаБҝЈ©Ј¬ТФұгәёСaәуФЩЯMРРҫ«јУ№ӨіЙФӯіЯҙзРО оЎЈ
3ЎўҢўәёСa…^УтғИөДҡвҝЧЎўКиЛЙЎўҠAЙ°өИЗеіэёЙғфЈ¬ІўВ¶іцҪрҢЩ№вқЙЎЈ
әёҪУөДңКӮд№ӨЧчЧцәГЦ®әуЈ¬ҫНТӘй_КјЯMРРәёҪУІЩЧчБЛЈ¬әёҪУІЩЧч°ьАЁЈәәёЗ°оAҹбЎў¶ЁО»әёЎўК©әёЎўәёәуМҺАнЈ¬ОТӮғҢўФЪПВТ»ХВ№қЦРА^АmҪйҪBЈ¬ХҲА^АmкPЧўЗтДҘҷCҫWХҫЈәhttp://ncsyl.com/